

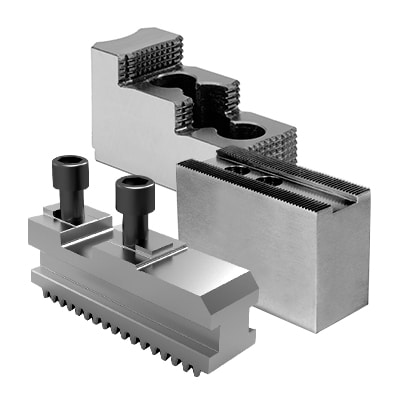

完整的 FlexC 系列
我们的各种 FlexC 夹头可与其他制造商的产品兼容和互换。尺寸包括42、52、65、80、H80、100、120、140 和 160 毫米。
在车间应用第四轴加工能力时,应考虑直接驱动的高精度转台。

编码器安装在直接驱动工作台的外壳内。其分辨率为 ± 0.077 弧秒。

通过精密激光测量,验证了该直接驱动旋转分度工作台的精度规格为 ± 3 弧秒,重复精度为 ± 2 弧秒。
在车间应用第四轴加工能力的优势不言而喻,尤其是在要求高精度、±3 弧秒和 ±2 弧秒重复精度等级的情况下。问题是应该考虑哪种类型的转台?本文介绍了应用于高精度转台的直接驱动旋转技术。
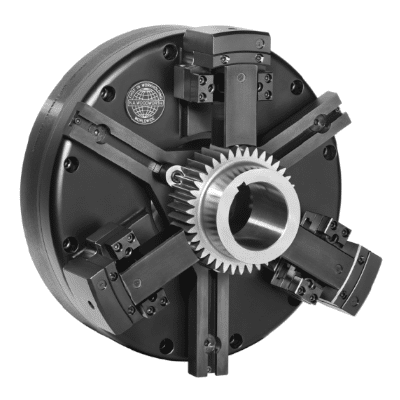
直驱式转台由外壳、轴承、编码器和主轴组成,主轴使用高能稀土永磁直流扭矩电机转子(有时称为整体式主轴电机)。编码器直接安装在主轴上,以提供位置反馈。
定位精度仅受编码器分辨率和编码器与主轴及其轴承同心度的限制。例如,Hardinge 系统的编码器分辨率为 ± 0.077 弧秒,可实现精确定位和重复性。
直接驱动系统中几乎不存在间隙或 "滑动 "现象,因为直接驱动系统中不使用直接齿轮传动装置,因此不会产生这种顺从性。因此,电机和负载之间不存在顺从耦合。
此外,由于电机和负载之间没有齿轮,因此不会产生反向间隙。因此,伺服增益(刚度)可以很高,而无需担心伺服不稳定的问题。由于没有反向间隙,因此无需补偿反向间隙误差即可实现双向运动。
定位速度仅受用于加速待定位负载(工件)惯性的扭矩限制。这些型号的旋转台可以达到非常高的加速度和定位速度。这些高加速度/减速度与某些机床上用作轴驱动的直流直线电机相同。
唯一会产生热量的损耗是电机损耗和轴承损耗。然而,无刷永磁直流扭矩电机的运行效率通常高达 90%(或更高)。这些转台上使用的直接驱动旋转系统在设计时就考虑到了在一定扭矩输出下可预测的连续工作周期。
有两种连续工作循环。一种是电机在空气中运行时不使用任何冷却液。当使用冷却液时,可使用额定扭矩更大的连续工作循环(全年 365 天,每天 24 小时)。
出于所有实际目的,工作台不会以这种方式使用,因此可以在中等负载循环中使用比连续额定扭矩大得多的扭矩,直至峰值扭矩。如果偏心钻孔或其他严酷的工作循环产生的负载需要冷却液,只需将标准冷却液管路连接到外壳上,使用现有机器的冷却液供应即可。
直接驱动旋转工作台的另一个优点是,如果在静止时移动位置并打算进行切割,则可能无需夹紧主轴。如果要施加的切割力在电机可提供的扭矩范围内,伺服系统将以足够的刚度保持位置,以便进行切割,因为直接驱动系统中的顺从性可以忽略不计。
这与在动力传输连杆末端使用伺服电机的传统齿轮系统不同。使用直接驱动系统时,切割后由于没有使用夹钳,没有等待夹钳松开的时间延迟,因此移动到下一个编程位置的速度会更快。
目前市场上的数控加工中心一般都具有较快的轴行程,因为机床制造商试图减少机床的非切削时间,并增加材料的切削量。如果机床轴的移动速度快于回转装置的定位速度,则机床往往需要等待回转装置定位。
旋转装置从一个位置移动到另一个位置的速度越快,机器等待切割的时间就越短,循环时间就越快。Hardinge 第四轴直接驱动旋转系统的分度速度高达每秒 4200 度。更快的直接驱动旋转技术不仅能提供利用更快轴行程的速度,还能以比齿轮系统更快的速度进行复杂的双向加工。
这些旋转系统不仅适用于 Bridgeport,也适用于大多数其他品牌的加工中心。当集成到具有 "前瞻性 "编程功能的机床上时,该系统可发挥其优势。
当然,直驱旋转技术并非适用于所有应用,但只要适合应用,就能产生出色的效果,使用户始终处于生产力的最前沿。它的高精度定位和可重复性为以前无法完成的工作打开了一扇门,或者说为竞争对手以更快的速度完成工作而失去的工作打开了一扇门。
来源生产加工