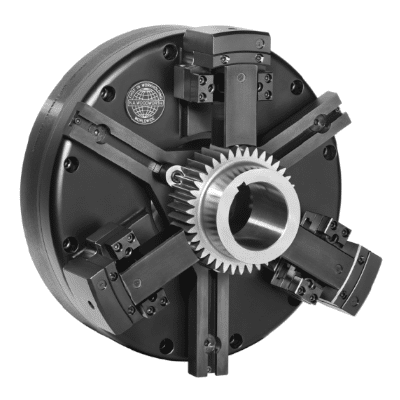


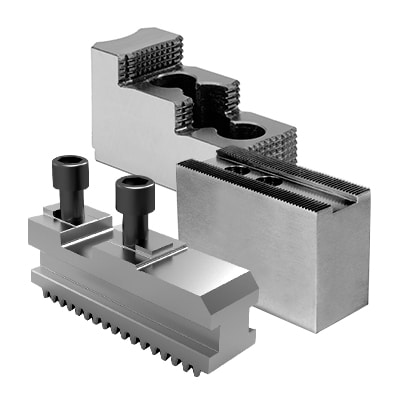

完整的 FlexC 系列
我們種類繁多的 FlexC 夾頭與其他製造商相容並可互換。尺寸包括:42、52、65、80、H80、100、120、140 和 160mm。
在車間應用第四軸加工能力時,請考慮直接驅動的高精度轉台。

編碼器安裝在直接驅動工作台的外殼內。其解析度為 ± 0.077 弧秒。

此直接驅動式旋轉分度工作台的精度規格為± 3 弧秒,重複精度為± 2 弧秒,並使用精密雷射量測進行驗證。
在車間應用第四軸加工能力的優勢是不言而喻的,尤其是在要求高精度、±3 弧秒和 ±2 弧秒重複精度等級時。問題是應該考慮哪種類型的轉台?本文將介紹應用於高精度轉台的直接驅動轉台技術。
直接驅動旋轉工作台由外殼、軸承、編碼器和主軸組成,主軸使用高能量的稀土永磁直流扭力馬達轉子包覆自身 - 有時也稱為一體式主軸馬達。編碼器直接安裝在主軸上,以提供位置回饋。
定位精度只受限於編碼器的解析度以及編碼器與主軸及其軸承的同心度。例如,Hardinge 系統可在編碼器上提供 ± 0.077 弧秒的解析度,以達到精密定位與重複性。
在直接驅動系統中幾乎不存在間隙或 「傾斜」,因為直接驅動系統中不使用直接齒輪驅動器,因此不存在這種順從性的潛在來源。因此,馬達和負載之間不存在順應性聯軸器。
此外,由於馬達與負載之間沒有齒輪,因此不會產生反衝力。因此,伺服增益(剛性)可以很高,而不必擔心伺服不穩定的問題。由於沒有反衝力,因此可以進行雙向移動,而無需補償反衝力誤差。
定位速度僅受可用於加速待定位負載(工件)慣性的扭力限制。這些轉台類型的機型可以達到非常高的加速度和定位速度。這些高加速度/減速度與直流線性馬達相同,直流線性馬達用於某些機床的軸驅動。
唯一會產生熱量的損耗是馬達損耗和軸承損耗。然而,無刷永磁直流扭力馬達的運轉效率通常可達 90%(或更高)。這些轉台所使用的直接驅動旋轉系統,在設計上是以可預測的連續工作週期來達到一定的扭力輸出。
有兩種連續工作循環。一種是馬達在空氣中運轉,不使用任何冷卻液。當使用冷卻液時,可使用額定轉矩較高的連續工作週期(一年 365 天,一天 24 小時)。
就所有實際用途而言,工作台不會以這種方式使用,因此使用遠大於連續額定扭力直到可用峰值扭力的中級工作週期,都可以放心使用。如果偏心鑽孔或其他嚴苛的工作週期所產生的負荷需要冷卻液,您只需使用現有機器的冷卻液供應,將標準的冷卻液管路連接到外殼即可。
直接驅動旋轉台的另一個優點是,如果在靜止時移動位置並打算進行切割,則可能不需要夾緊主軸。如果要施加的切割力在馬達的可用扭力範圍內,伺服器會以足夠的剛性保持位置,以允許切割,因為直接驅動系統中的順從性可以忽略不计。
這種方式有別於在動力傳輸連桿末端使用伺服馬達的傳統齒輪系統。使用直接驅動系統,在切割之後,由於沒有使用夾具,所以沒有等待夾具鬆開的時間延遲,因此移動到下一個編程位置的速度會更快。
目前市面上的 CNC 加工中心一般都具有快速的軸向行程,因為機器製造商試圖縮短機器未處於切削狀態的時間,並增加材料的移除量。如果機器軸向移動速度快於旋轉單元的定位速度,則機器通常會等待單元定位。
旋轉裝置從一個位置移動到另一個位置的速度越快,機器等待切割的時間就越短,循環時間就越快。Hardinge 的第四軸直驅旋轉系統的分度速度可高達每秒 4,200 度。更快的直接驅動旋轉技術提供的速度將利用更快的軸行程,但它也提供了以比一般齒輪系統更快的速度進行複雜雙向加工的能力。
這些旋轉系統不僅可用於 Bridgeport,也適用於大多數其他品牌的加工中心。當整合在具備「前瞻」功能的機器上時,其設計可利用「前瞻」程式的優勢。
當然,直接驅動旋轉技術可能不是所有應用的解決方案,但當它適合應用時,它將創造出傑出的結果,並使用戶保持在生產力的最前沿。它的高精度定位和可重複性為以前無法達成的工作,或因競爭對手能夠更快完成工作而流失的工作打開了大門。
來源:生產加工